











180-5843-6678

|
|
|
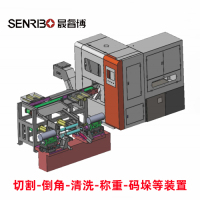
金属冷锯机抖动原因及其处理方法金属冷锯机锯切时易抖动,使锯切效果差,设备故障时间长,甚至在锯切过程中因主轴轴承压力不平衡而引起锯片爆裂、轴承烧损等一系列现象,锯材表面尺寸及毛刺超标。 处理措施如下 (1) 常规方法:安装时采用调平(上滑座和下托轮的水平以基准点为准),通过拉线的方式确定V形轮在一条直线上,使托轮处于一个统一的高度和同一条直线上。通过对上滑座的受力分析,在锯盖上增加配重,使其受力平衡,运转平稳。 钢的叠加及其处理 锯切时,受力不均匀,出现钢材重叠现象,特别是锯切小钢材时,对锯片和设备造成损坏。 处理措施如下 (1) 锯切处增加一套气动传递力矩压紧装置,消除重叠现象,保护锯片,减少钢材在径向力作用下变形对锯片的反作用力。 (2) 锯切中增加托辊,托辊配合压榨装置对钢材进行压缩后进行切割。锯片表面质量明显提高,锯片损坏率大大降低。
喷水面积过大及其处理 圆钢进入冷锯时,温度约为320℃。锯片在锯切和后锯过程中采用喷水冷却。实际生产中喷水面积过大,造成钢材表面质量下降和用水浪费。 处理措施如下 (1) 将原来的喷淋水管改为喷淋式,增加喷嘴,采用雾状喷淋,在锯切点进行重点喷淋。由于喷头端面为弧形凹面,能使水雾化、喷射均匀,采用螺纹连接,更换方便,有利于维修工作。 (2) 采用循环冷却法对锯盖进行冷却,对锯口和锯齿进行喷雾冷却,对关键部位进行冷却。 (3) 注射阀用于锯切进给以增加注射压力,注射阀在后锯切时关闭。 锯盖与锯片的摩擦及其处理 锯盖与锯片之间的摩擦导致上滑动座的整体振动,从而导致电机基础松动。长期使用会直接导致轴承或电机烧损。 处理措施如下 (1) 原锯盖主轴连接方式不合理。锯盖销轴的受力点在上滑座侧板上,容易使侧板变形,使锯盖倾斜。通过加长销轴,增加应力点,以侧板为支点,以上滑座内面板为真实应力点,使锯盖结构更加合理,避免了类似事故的发生。 (2) 更换锯片时,用原吊车将锯盖往上拉,容易使锯盖变形。采用液压缸上拉,在锯盖与钢材接触处加垫,解决了这一问题。 上一篇如何衡量圆锯机的质量 |




